首页
Home-
关于盛仕达
about us -
产品中心
products -
销售与服务
sale&service -
新闻资讯
News Center 联系我们
Contact Us服务咨询电话
158-7483-8202


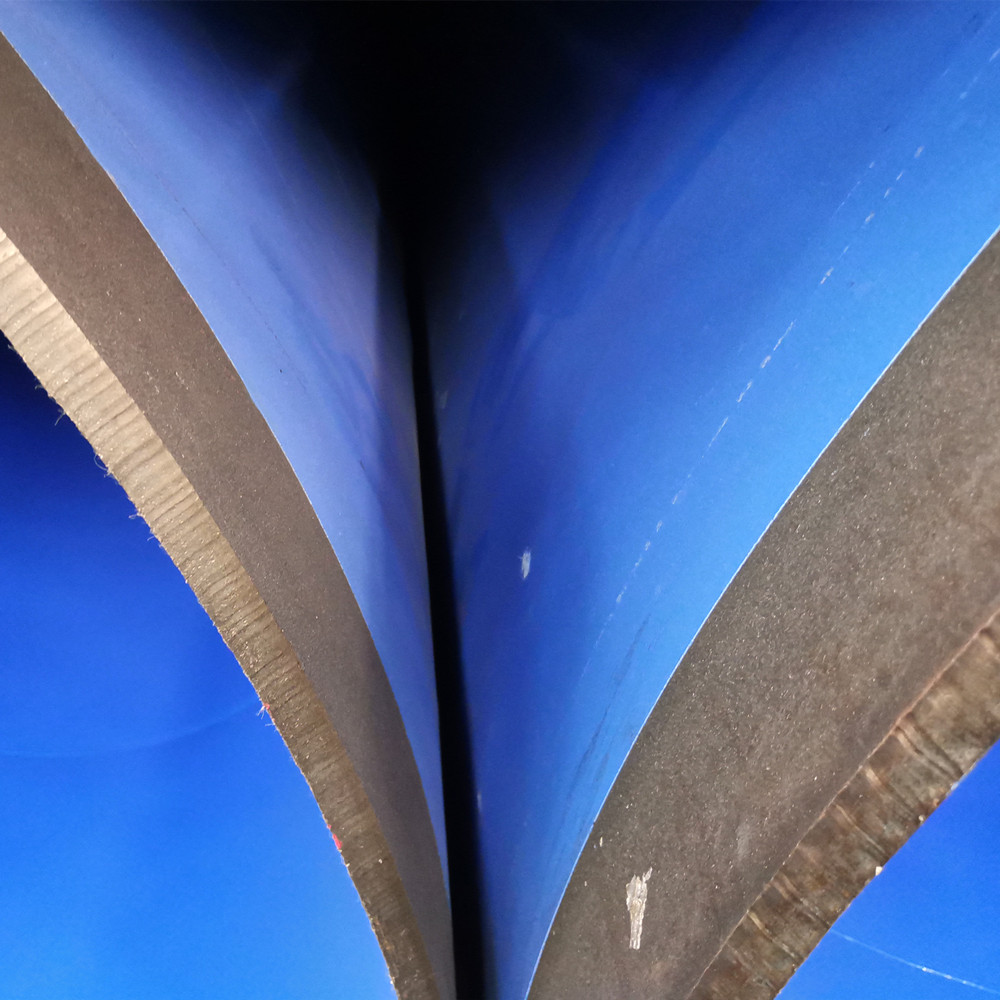
在现代工业管道系统中,涂塑螺旋钢管因其防腐性能和经济效益被广泛应用。其中,内壁涂层作为直接接触输送介质的关键防护层,其质量要求直接关系到管道的使用寿命和安全性能。本文将解析涂塑螺旋钢管内壁涂层的各项技术要求。
一、涂层厚度标准
内壁涂层的厚度选择需要综合考虑输送介质特性、使用环境和预期寿命三大因素。对于输送普通水质的情况,用内涂层厚度保持在0.2-0.4mm范围,这个厚度区间既能有效防止钢管锈蚀,又能保持合理的成本控制。当输送化工原料等腐蚀性介质时,建议将涂层厚度提升至0.4-0.8mm,以增强对化学腐蚀的抵抗能力。
值得注意的是,涂层厚度并非越厚越好。过厚的涂层可能导致附着力下降、成本增加以及影响管道通径。因此,在确定厚度时需要根据具体工况进行专业计算,确保达到高性价比。对于预期使用寿命超过20年的管道系统,内壁涂层厚度建议控制在0.5-0.6mm为宜。
二、涂层材料特性
内壁涂层的材料选择直接影响管道的服役性能。目前主流材料包括环氧树脂(EP)和聚乙烯(PE)两大类。环氧树脂涂层具有优异的附着力(≥10MPa)和耐化学腐蚀性能,特别适合输送化工介质;聚乙烯涂层则因其柔韧性(断裂伸长率>300%)和耐磨性,更适用于含固体颗粒的流体输送。
无论采用何种材料,涂层都须具备以下核心特性:
1.致密无孔隙:确保完全隔绝钢管与腐蚀介质的接触
2.化学稳定性:在输送介质中不发生溶解、溶胀或降解
3.卫生安全性:用于饮用水系统时需通过GB/T17219卫生标准检测
4.均匀一致性:厚度波动不超过标称值的±10%
三、表面处理工艺
涂层的附着力很大程度上取决于钢管表面的预处理质量。规范要求表面清洁度须达到Sa2.5级(近白级),即表面完全无油脂、无氧化皮、无锈蚀产物。采用喷砂除锈工艺时,表面粗糙度应控制在40-80μm范围,这既能增加涂层接触面积,又能形成良好的机械咬合效果。
预处理后的钢管须在4小时内完成涂覆,以避免钢材表面二次氧化。在涂塑前还需进行严格的除尘处理,确保表面残留灰尘不超过3级标准(ISO8502-3),这是保证涂层无针孔缺陷的关键前提。
四、涂层施工要求
热浸塑是目前应用广泛的内壁涂塑工艺,其工艺控制要点包括:
·钢管预热温度:220-260℃(根据材料不同调整)
·浸塑时间:30-90秒(确保塑料充分熔融流动)
·固化条件:180-200℃下保持15-20分钟
对于大口径管道(DN≥500),湖南螺旋管厂家建议,采用静电喷涂工艺以确保涂层均匀性。施工过程中需要实时监测涂层厚度,采用电磁感应测厚仪每2米至少检测一个点,确保局部厚度不低于标称值的80%。
五、质量检测标准
成品管道须通过系列严格的检测:
1.电火花检测:采用3kV/mm的电压检测涂层完整性
2.附着力测试:按GB/T9286标准进行划格法测试
3.耐冲击测试:3kg重锤1m高度自由落体冲击无开裂
4.弯曲试验:DN≤100的管道进行8°冷弯试验
5.卫生指标:饮用水管道需检测重金属和有机物溶出量
特别强调的是,所有检测需在涂层完全固化24小时后进行,且检测环境温度应保持在23±2℃的标准条件下。

扫描关注微信公众号
关注微信公众号